+7 (495) 258-83-05
+7 (495) 258-83-06
.png")
ЭФФЕКТИВНЫЙ МОНИТОРИНГ МУТНОСТИ В ПОТОКЕ ПОСЛЕ ЧАНА ДЛЯ СЦЕЖИВАНИЯ СУСЛА.
Благодаря своей точности, стабильности показаний и широкому диапазону измерения новое поколение поточных фотометров SIGRIST формирует решения, которые используются на всех стадиях процесса пивоварения. Далее следует описание применение фотометров SIGRIST на пивоварне для мониторинга мутности сусла на выходе из чана для сцеживания.
Актуальность
В последние годы на рынках сырья по всему миру развивается следующая тенденция: вследствие увеличения производства пива по всему миру растет потребность и к пивоваренному ячменю. Однако, в последние годы негативные погодные условия (периоды засухи весной) и требования возобновления сырья для выработки энергии приводят к плохим урожаям с низким качеством культур.
Данная ситуация приводит к возникновению высоких требований к процессу пивоварения. Измерение мутности на пивоварне имеет огромное значение, так как информация о фильтруемости сусла и стабильности пива (срок годности) может быть легко получена уже на данной ранней стадии процесса пивоварения. Контроль мутности на данной стадии помогает оптимизировать процесс пивоварения в зависимости от качества и свойств полученного сырья. Таким образом, проблемы с сырьем могут быть легко и эффективно отрегулированы.
Область применения
Процесс, происходящий в варочном отделении состоит из ряда стадий: очистки и подготовки солода к дроблению, затирание солода и не соложеных материалов с водой, осахаривание затора, фильтрация сусла (отделение его от дробины), промывка затора водой для выщелачивания оставшегося в дробине экстракта солода, кипячение и охмеление сусла, отделение хмеля от сусла и охлаждение охмеленного сусла. Измерение мутности должно осуществляться на выходе из чана для сцеживания сусла, где колебания мутности происходят в диапазоне от средних до высоких значений.

После окончания затирания затор перекачивается по заторному трубопроводу в чан для отделения сусла, в котором на дне находится сегментированное фильтрационное сито, проходя через которое, жидкая фаза покидает чан, освобождаясь от твердой фазы. Пивная дробина формирует на сите что-то вроде фильтровального слоя, похожего на пирог. Так как этот слой сильно уплотняется с течением времени, его разрыхляют вращающимся с малой скоростью перемешивающим устройством.
Измерение мутности имеет две цели. Первая – контролирую значения мутности, легко подобрать правильные начальные условия для процесса фильтрования сусла. Так как фильтровальный слой формируется постепенно при оседании пивной дробины, то в начале процесса фильтрования мутность фильтрата имеет высокое значение. Поэтому его (сусло) перекачивают обратно в чан для сцеживания (перекачка мутного сусла). Это продолжается до тех пор, пока не сформируется фильтровальный слой, и мутность фильтрата не достигнет требуемых значений (менее 50 EBC). Только после достижения требуемой мутности начинается сцеживание. Здесь находится вторая цель измерения мутности. Необходимо убедиться, что заданная мутность, например в 30 EBC, поддерживается в течение 80% всего времени процесса сцеживания. Превышение порогового значения приводит к увеличению количества нежелательных веществ в фильтрате, которые могут оказать пагубное влияние на дальнейшие стадии процесса пивоварения (в частности фильтруемость) и в целом повлиять на стабильность пива.
Практические результаты (пример):
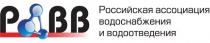
На диаграмме представлена типичная картина изменения мутности в течение процесса сцеживания сусла. Градиент мутности вначале как раз и отражает формирование фильтрующего слоя при перекачке мутного сусла. Падение мутности фильтрата происходит до требуемого значения, при котором будет протекать процесс. Серия пиков соответствует моментам периодического включения устройства перемешивания для предотвращения чрезмерного уплотнения фильтрующего слоя.
Какая экономия может быть достигнута?
Вся экономия становится сразу понятной, если рассмотреть влияние процесса сцеживания сусла на фильтрацию пива и на его стабильность. Пиво, которое уже имеет высокую мутность, приобретенную на стадии сцеживания сусла, следует, например, смешивать с другим пивом на стадии фильтрации, чтобы излишне не сокращать время эксплуатации фильтра. Отсюда вся экономия налицо, чем дольше и более оптимально эксплуатируется фильтр, тем лучше. Что же касается стабильности пива и срока годности, то пиво с низкой стартовой мутностью имеет положительный эффект при форс-тесте. Количество дней нагревания/охлаждения до достижения мутности в 2 EBC, что означает большую физико-химическую стабильность и срок годности.Преимущества.
Оптимальным решением задачи контроля заданного уровня мутности и его измерение вЭФФЕКТИВНЫЙ МОНИТОРИНГ МУТНОСТИ В ПОТОКЕ ПОСЛЕ ГИДРОЦИКЛОННОГО СЕПАРАТОРА.
В процессе производства пива очень важно контролировать мутность на выходе из гидроциклонного сепаратора (вирпула). Минимизация содержания горячего отстоя (осадок из глобул комплексов протеинов образующийся при кипячении) в сусле позволяет увеличить вкусовую стабильность готового пива, срок годности, исключить образование вредных векществ. Поэтому горячий отстой должен быть отделен от сусла как можно тщательнее, что возможно при мониторинге мутности сусла после гидроциклона.
Особенности.
Основным преимуществом наилучшего отделения горячего отстоя является положительный эффект на процесс брожения (ферментации), а именно то, что дрожжи не будут загружены лишними компонентами в сусле при брожении. Кроме того, это позволяет избежать неприятного горького привкуса в готовом пиве, которого не должно быть по технологии. Еще одним преимуществом контроля этого процесса является увеличение физико-химической стабильности готового пива, что означает улучшение стабильности вкуса и пены и исключение нежелательного потемнения.
Таким образом, чем лучше будет очищено сусло на этой ранней стадии, тем меньше проблем предстоит решать на последующих, большая экономия будет достигнута, и тем более качественный продукт будет получен в конце.
Область применения.
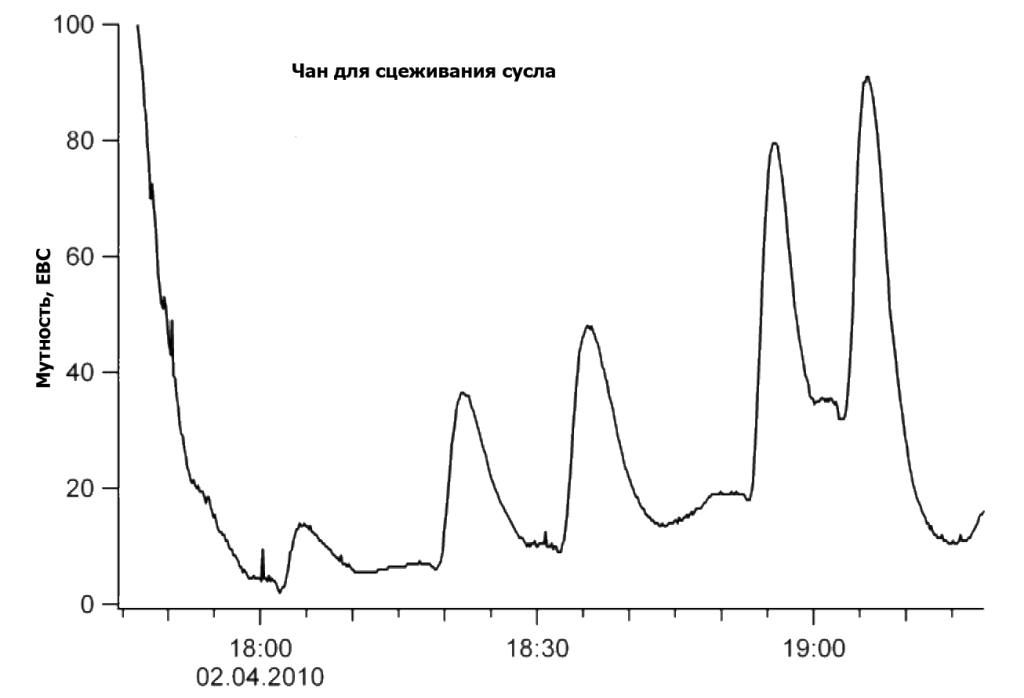
 Отделение горячего отстоя может проводиться несколькими способами: в гидроциклонном сепараторе (вирпуле), сусловом фильтре или на сепараторе другого типа. В независимости от того, каким способом отделяется осадок эффективный непрерывный мониторинг мутности сусла просто необходим. В настоящее время наиболее часто для очистки сусла от образовавшегося при кипячении осадка применяется гидроциклонный сепаратор (вирпул). В основе работы сепаратора лежит так называемый эффект чайной чашки. Сусло закачивается в вирпул таким образом, чтобы вращаться (тангенциально). В результате вращения осадок сформировавшийся предварительно на предыдущей стадии кипячения сусла процесса пивоварения оседает и собирается в середине вирпула и образует конус. Осадок преимущественно состоит из протеинов и хмеля (200 – 400 г/гл). После остановки вирпула (около 15 минут) очищенное сусло сбрасывается из него. Сброс происходит с разных уровней (сверху, середины и со дна). И как раз в этот момент необходимо иметь информацию о том, не разрушился ли конус осадка и не сбрасывается ли осадок вместе с суслом. Обычно мутность сусла при сбросе колеблется в диапазоне 0 – 100 EBC и может резко вырасти еще перед тем, как сусло будет полностью сброшено. Это свидетельствует о разрушении конуса осадка и его сбросе вместе с суслом. В этом случае скорость сброса необходимо уменьшить, а мутное сусло закачивать обратно в вирпул.
Отделение горячего отстоя может проводиться несколькими способами: в гидроциклонном сепараторе (вирпуле), сусловом фильтре или на сепараторе другого типа. В независимости от того, каким способом отделяется осадок эффективный непрерывный мониторинг мутности сусла просто необходим. В настоящее время наиболее часто для очистки сусла от образовавшегося при кипячении осадка применяется гидроциклонный сепаратор (вирпул). В основе работы сепаратора лежит так называемый эффект чайной чашки. Сусло закачивается в вирпул таким образом, чтобы вращаться (тангенциально). В результате вращения осадок сформировавшийся предварительно на предыдущей стадии кипячения сусла процесса пивоварения оседает и собирается в середине вирпула и образует конус. Осадок преимущественно состоит из протеинов и хмеля (200 – 400 г/гл). После остановки вирпула (около 15 минут) очищенное сусло сбрасывается из него. Сброс происходит с разных уровней (сверху, середины и со дна). И как раз в этот момент необходимо иметь информацию о том, не разрушился ли конус осадка и не сбрасывается ли осадок вместе с суслом. Обычно мутность сусла при сбросе колеблется в диапазоне 0 – 100 EBC и может резко вырасти еще перед тем, как сусло будет полностью сброшено. Это свидетельствует о разрушении конуса осадка и его сбросе вместе с суслом. В этом случае скорость сброса необходимо уменьшить, а мутное сусло закачивать обратно в вирпул.
Таким образом, контроль мутности сусла после вирпула в заданных пределах позволяет получать информацию о состоянии конуса осадка, а также оптимизировать и сделать более эффективным процесс его отделения от сусла.
Практические результаты (пример):
На диаграмме представлена типичная картина изменения мутности в течение процесса отделения осадка от сусла в вирпуле.
Какая экономия может быть достигнута?
1. Основная экономия заключается в улучшении физико-химической стабильности и сокращении времени первичного брожения. Таким образом возможно сократить время брожения до одного дня, что, по понятным причинам, будет положительно влиять на продуктивность всего процесса.
2. Непрерывный контроль мутности позволяет быть уверенным, что сусло находится в вирпуле ровно столько времени, сколько это необходимо для его очистки от осадка. Это оказывает положительное влияние на качество продукта из-за снижения тепловой нагрузки на сусло и в целом повышает эффективность процесса пивоварения.
Преимущества.
Оптимальным решением задачи контроля заданного уровня мутности и его измерение в соответствии с требованиями MEBAK/EBC после вирпула будет монтаж датчика TurbiGuard или TurbiScat в линию отвода сусла в стандартную вставку Varivent.
ЭФФЕКТИВНЫЙ МОНИТОРИНГ ГРАНИЦЫ РАЗДЕЛА ВОДА/СУСЛО.
Тенденция к оптимизации и экономии средств при производстве пива продолжает иметь немаловажное значение. Вполне оправданно начинать оптимизацию уже на ранних стадиях процесса, используя точки мониторинга каждой стадии. Мониторинг начальных стадий процесса позволяет уже проводить оптимизацию и получать экономию без масштабной и дорогостоящей автоматизации.
Актуальность.
Минимизацию потерь пива при его производстве следует начинать с варочного отделения. Для того, чтобы снизить потери сусла при его движении по трубопроводу к следующим стадиям процесса производства пива, после каждого прогона сусла по трубопроводу прогоняют воду. Четко зафиксировать момент перехода от воды к суслу и наоборот (граница раздела) можно по степени возрастания или убывания сигнала поглощения, величине значения цветности. Так как датчик PhaseGuard C испускает и регистрирует сигнал в пределах пары секунд, то его использование позволяет регистрировать границу раздела с высокой точностью и обеспечивает уверенность в том, что сусло не загрязнено водой и наоборот и нежелательная потеря продукта не происходит. Таким образом, нежелательное разбавление сусла водой или увеличение объема сбросных вод не происходит.
Область применения.
 Фотометры PhaseGuard C устанавливаются в соответствующие трубопроводы для сусла в предварительно врезанные стандартные вставки Varivent после охладителя на пути перекачки сусла в бродильный цех. Диапазон измерения датчика полностью соответствует всему разнообразию типичных цветов сусла, и позволяет индивидуально определять границу раздела вода/сусло с высокой точностью. Хотя изменение оптического поглощения происходит скачкообразно и очень быстро. Необходимо отметить, что как раз мутность не оказывает влияния на данные измерения, так как измерение поглощения всегда происходят относительно поглощения чистой воды.
Фотометры PhaseGuard C устанавливаются в соответствующие трубопроводы для сусла в предварительно врезанные стандартные вставки Varivent после охладителя на пути перекачки сусла в бродильный цех. Диапазон измерения датчика полностью соответствует всему разнообразию типичных цветов сусла, и позволяет индивидуально определять границу раздела вода/сусло с высокой точностью. Хотя изменение оптического поглощения происходит скачкообразно и очень быстро. Необходимо отметить, что как раз мутность не оказывает влияния на данные измерения, так как измерение поглощения всегда происходят относительно поглощения чистой воды.
Практические результаты (пример):
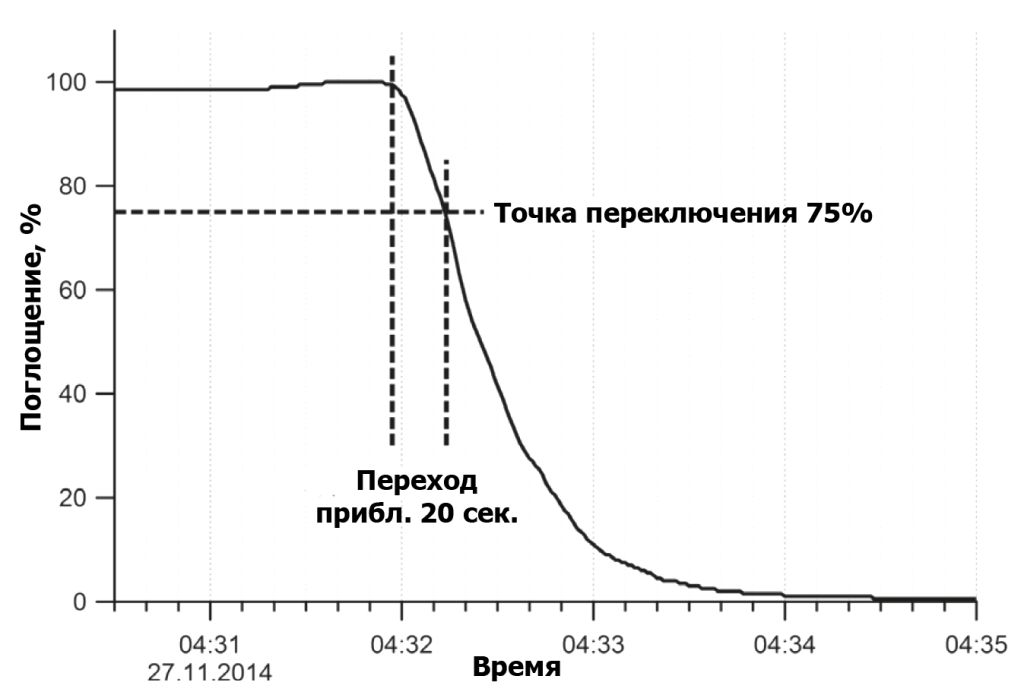
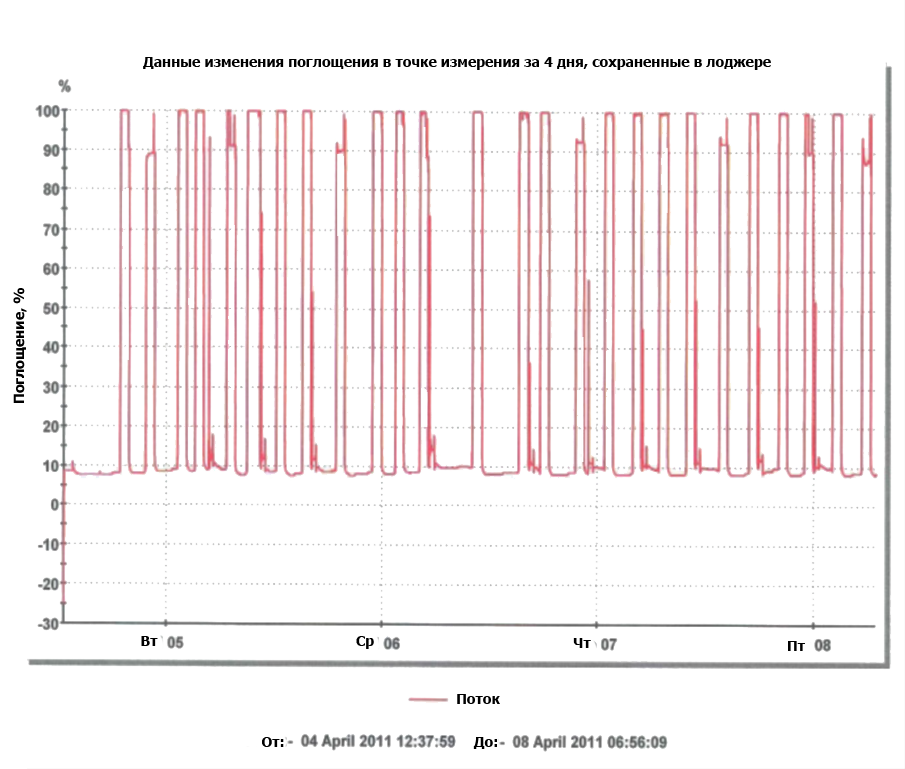
На левой диаграмме представлено типичное изменение поглощения на границе раздела вода/сусло. Сам переход происходит очень быстро, и значение поглощения падает до 75%, приемлемого при разделении за 20 секунд. На правой диаграмме представлено типичное изменение сигнала поглощения в трубопроводе после охладителя сусла при транспортировке сусла в бродильный цех. Сигнал практически мгновенно возрастает практически до 100% при движении сусла и падает также быстро на прогоне воды. Датчик PhaseGuard C позволяет очень точно фиксировать границу раздела и исключать разбавление сусла водой и загрязнение воды суслом.
Какая экономия может быть достигнута?
При скорости движения сусла около 1000 гектолитров в час, приблизительно 280 литров сусла проходит по трубопроводу каждые 10 секунд. Если на трубопроводе не установлен датчик и устройство переключения потоков работает по времени задержки, например 30 секунд, что означает проход 8.4 гектолитров за прогон, или 100 гектолитров в день. Стоимость одного гектолитра готового пива составляет около 40 Евро. При таком подходе к переключению потоков потери могут составлять несколько гектолитров за прогон. Таким образом, затраты на установку датчика окупят себя менее, чем за полгода.
Преимущества.
В отличие от остальных фотометров, присутствующих на рынке, фотометр PhaseGuard C позволяет регистрировать «фотометрический скачек» целиком вне зависимости от времени его выхода и точно определять оптимальную точку отсечения, что позволяет самым эффективным образом проводить разделение. Фотометр без труда работает в экстремальных условиях, а именно с пробами до 19000 EBC. Другими словами, инструмент великолепно работает даже с таким темным пивом как Guinness. Кроме того, в качестве источника излучения используется лазерный светодиод с длинной волны 430 нм, что обеспечивает самое низкое потребление электроэнергии и чрезвычайно дли-тельный срок службы самого источника (более 10 лет). Использование сапфировых фотометрических окон плотно притертых к корпусу датчика и отсутствие уплотнений в конструкции позволяет значительно снизить эксплуатационные затраты и упростить обслуживание. Размещение источника, приемника и всей оптической схемы в одном корпусе позволяет исключить необходимость юстировки при установке датчика после обслуживания. При работе при низких температурах нет необходимости в продувке оптической схемы и электроники. Для работы и настройки датчика необязательно использовать вторичное устройство. Для калибровки и настройки у датчика есть выход USB. Измеряемый сигнал от датчика передается непосредственно в центральный контроллер по обычной токовой петле 0/4-20 мА напрямую.
ЭФФЕКТИВНЫЙ МОНИТОРИНГ ДОЗИРОВАНИЯ ДРОЖЖЕЙ.
Оптимальным решением данной задачи является использование датчика TurbiGuard, который откалиброван на заводе в диапазоне 0 – 1000 EBC. Для контроля дозирования дрожжей используется два датчика, подключенные к одному вторичнику SICON M. Величина разности между двумя значениями мутности переводится в единицы концентрации дрожжей, которые передаются в центральный контроллер в виде сигнала 4…20 мА.
Актуальность.
В результате оптимизации дозирования дрожжей в сусло, первичное брожение будет протекать за оптимальное время (7 дней). Если дрожжей недостаточно, то брожение проходит медленнее и занимает больше времени. Но если дрожжей слишком много, то это приведет к лишним затратам при отделении дрожжей.
Область применения.
Два датчика TurbiGuard устанавливаются в соответствующей трубе, по которой сусло после холодильника перекачивается в бродильное отделение. Первый датчик устанавливается до дозатора дрожжей, а второй после. НЕОБХОДИМО ОТМЕТИТЬ: Абсолютно необходимо проводить аэрирование сусла после датчиков. Дозирование дрожжей должно осуществляться последовательно по полной перекачки сусла. Первый датчик измеряет мутность холодного сусла, второй датчик – мутность сусла с добавленными дрожжами. Разность рассчитывается во вторичном устройстве SICON M и передается в центральный контроллер в виде единиц «Mio – количество клеток дрожжей/мл». Этот сигнал служит для управления клапаном дозатора дрожжей.
Практические результаты (пример):


На нижнем рисунке представлено изображение на экране вторичника SICON M с двумя значениями мутности (до и после дозатора) и значением концентрации дрожжей, которая служит управляющим сигналом для клапана дозатора.
Какая экономия может быть достигнута?
Предложенное решение служит для оптимизации процесса дозирования и грамотного управления клапаном дозатора. Оптимизация дозирования приводит к оптимальной работе бродильного отделения. Ведь если первичное брожение займет больше времени хотя бы на день, то это приведет к большим затратам на охлаждение, не эффективному использованию объема бродильного чана и в целом к снижению производительности.
Преимущества.
Мутномер TurbiGuard разработан специально для непрерывного контроля мутности в потоке жидкости по значению общего оптического поглощения пробы. В качестве источника излучения используется лазерный светодиод с длинной волны 880 нм, что обеспечивает самое низкое потребление электроэнергии и чрезвычайно длительный срок службы самого источника (более 10 лет). Использование сапфировых фотометрических окон плотно притертых к корпусу датчика и отсутствие уплотнений в конструкции позволяет значительно снизить эксплуатационные затраты и упростить обслуживание. Кроме того, такая конструкция датчика позволяет его использовать при низкиз и высоких температурах пробы и достаточно агрессивных условиях. Датчик легко устанавливается в стандартную вставку в трубопровод типа VARIVENT. Размещение источника, приемника и всей оптической схемы в одном корпусе позволяет исключить необходимость юстировки при установке датчика после обслуживания. При работе при низких температурах нет необходимости в продувке оптической схемы и электроники. Для работы и настройки датчика необязательно использовать вторичное устройство. Калибровка и настройка датчика может легко осуществляться с использованием обычного ноутбука через встроенный USB-порт датчика. Измеряемый сигнал от датчика передается непосредственно в центральный контроллер по обычной токовой петле 0/4-20 мА напрямую.
ЭФФЕКТИВНЫЙ МОНИТОРИНГ ГРАНИЦЫ РАЗДЕЛА ПИВО/ДРОЖЖИ.
Обратимся к бродильному отделению пивоварни. Оно может быть разделено на собственно бродильное отделение и хранилище с двумя отдельными бродильным и накопительным баками (для вызревания, вторичного брожения). Если полное брожение и вызревание осуществляется в одном баке, то процесс называется однокамерным. В любом случае очень важно удалять значительно размножившиеся дрожжи между первичным брожением и вызреванием. Этот процесс называется сбор дрожжей.
Актуальность.
Потеря продукта является одной из основных проблем любого производственного процесса. Для того чтобы исключить такие потери пивоварням необходима оптимизация производственного процесса и сохранение ресурсов. Жидкость (пивное сусло), которая впоследствии станет пивом, проходит множество стадий производственного процесса, перед тем как проводятся какие-нибудь измерения. Другими словами, каждая стадия процесса, не повергающаяся мониторингу, значительно снижает рентабельность и может приводить к реальным потерям продукта по порядку величины, составляющим от 4 до 10 %!
Возврат остаточного (сбросного) пива в производственный процесс и его переработка позволяет пивоварням свести к минимуму такие потери. Такой подход к процессу пивоварения позволяет сохранять ресурсы, снизить потребление воды, уменьшить объем выбросов и энергетических затрат и так называемый углеродный след. С точки зрения количества, наиболее важными потоками остаточного пива в пивоварении являются пиво с дрожжами и первый и последний прогоны после фильтрации, их общий объем превышает 5% от общего объема пивоварения.
Область применения.
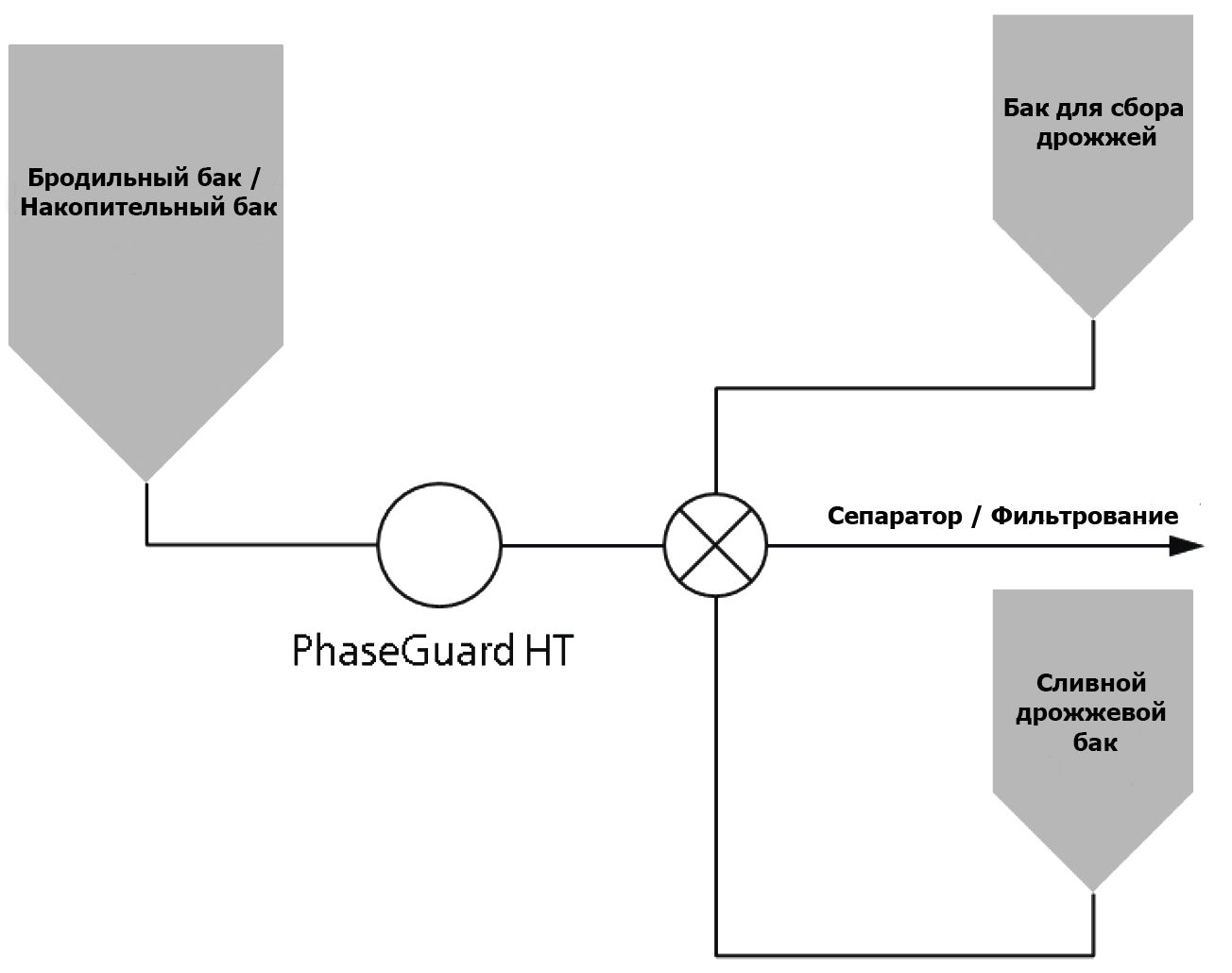 Брожение одна из наиболее важных стадий процесса производства пива. Бродильный чан содержит смесь пива и дрожжей. Обычно процесс брожения длится 5-7 дней и продолжается 1-3 недели в виде вторичного брожения в баках накопителях. Брожение может проводиться, как однокамерный процесс (унитенк процесс), так и двухкамерный процесс. В первом варианте один бак используется и для первичного брожения и для вторичного (созревания). В двухкамерном варианте используется два бака для первичного брожения и созревания, куда пиво перекачивается. Как в первом, так и во втором варианте исполнения процесса брожения, дрожжи необходимо удалять из бака после первичного брожения. Дрожжи либо собираются в бак для сбора дрожжей и используются в брожении вновь приготовленного сусла, либо сбрасываются в бак для слива и могут использоваться, как сырье в производстве кормов для животных или в косметической и пищевой промышленности.
Брожение одна из наиболее важных стадий процесса производства пива. Бродильный чан содержит смесь пива и дрожжей. Обычно процесс брожения длится 5-7 дней и продолжается 1-3 недели в виде вторичного брожения в баках накопителях. Брожение может проводиться, как однокамерный процесс (унитенк процесс), так и двухкамерный процесс. В первом варианте один бак используется и для первичного брожения и для вторичного (созревания). В двухкамерном варианте используется два бака для первичного брожения и созревания, куда пиво перекачивается. Как в первом, так и во втором варианте исполнения процесса брожения, дрожжи необходимо удалять из бака после первичного брожения. Дрожжи либо собираются в бак для сбора дрожжей и используются в брожении вновь приготовленного сусла, либо сбрасываются в бак для слива и могут использоваться, как сырье в производстве кормов для животных или в косметической и пищевой промышленности.
Если первичное брожение завершилось, температура в баке падает, и клетки дрожжей оседают в коническую часть бродильного бака. Теперь проводится сбор дрожжей. Кран в нижней конической части бродильного бака открывается и дрожжи поступают в дрожжевой бак. Сбор дрожжей происходит очень медленно во избежание образования воронки в дрожжах и нежелательного разбавления (прибл. 10 гл/ч). Из-за малой скорости потока необходимо обращать внимание, что малые диаметры трубопровода, а именно DN 65 и меньше, особенно подходят для этих целей. Опыт показал, что на больших трубопроводах DN 80 или 100 наблюдалась задержка перехода. Фотометр PhaseGuard HT разработан для быстрого и точного определения границы раздела пиво/дрожжи, что позволяет проводить автоматизированный сбор дрожжей с максимально высоким содержанием сухого материала, а именно от 8 до 12%. Чем больше пива остается в дрожжах при сборе, тем больше потерь несет производитель.
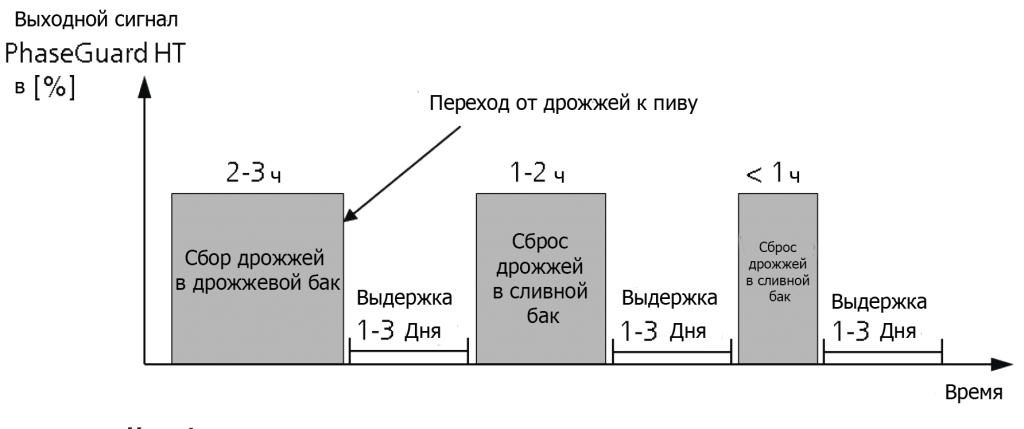 Этот процесс повторяется в процессе созревания, так как сусло после первичного брожения и основного сбора дрожжей все еще содержит их. Количество дрожжей, собираемых на последующих стадиях, постепенно уменьшается. Собранные дрожжи сбрасываются в сливной бак. На диаграмме выше схематично представлены несколько последовательных процессов сбора дрожжей из бродильного бака, в котором происходит и созревание. Из диаграммы видно, что датчик PhaseGuard HT великолепно справляется с фиксацией границы раздела не только при первичном сборе дрожжей в дрожжевой бак, но и со всеми последующими стадиями отделения остаточных дрожжей в сливной бак. Видно, что процессы отделения остаточных дрожжей занимают меньше и меньше времени, так как количество дрожжей с каждым актом уменьшается. Видно, что на уровень сигнала датчика не изменяется. Причем совершенно не важно, какое исполнение процесса брожения и созревания используется (унитенк или с двумя раздельными баками).
Этот процесс повторяется в процессе созревания, так как сусло после первичного брожения и основного сбора дрожжей все еще содержит их. Количество дрожжей, собираемых на последующих стадиях, постепенно уменьшается. Собранные дрожжи сбрасываются в сливной бак. На диаграмме выше схематично представлены несколько последовательных процессов сбора дрожжей из бродильного бака, в котором происходит и созревание. Из диаграммы видно, что датчик PhaseGuard HT великолепно справляется с фиксацией границы раздела не только при первичном сборе дрожжей в дрожжевой бак, но и со всеми последующими стадиями отделения остаточных дрожжей в сливной бак. Видно, что процессы отделения остаточных дрожжей занимают меньше и меньше времени, так как количество дрожжей с каждым актом уменьшается. Видно, что на уровень сигнала датчика не изменяется. Причем совершенно не важно, какое исполнение процесса брожения и созревания используется (унитенк или с двумя раздельными баками).
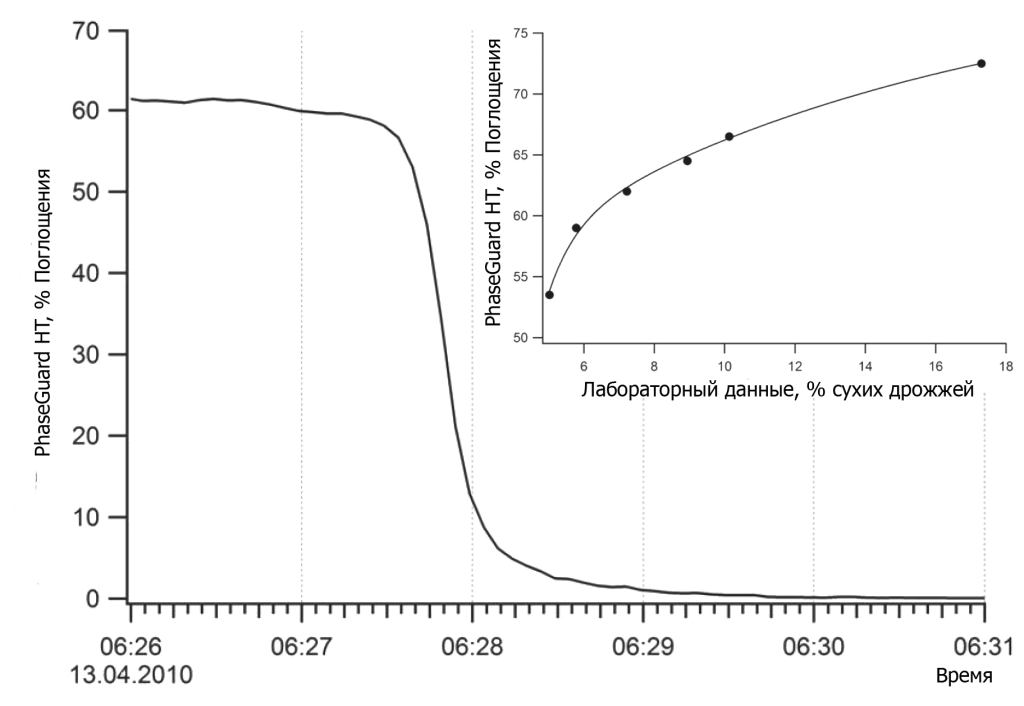
Практические результаты (пример):
На графике выше представлено типичное изменение оптического поглощения пробы в трубопроводе в процессе фазового перехода дрожжи – пиво, который происходит в течение приблизительно 30 секунд. Фотометр PhaseGuard HT быстро и точно регистрирует этот переход и позволяет пользователю определять индивидуальную оптимальную точку перехода (компромисс между потерями пива и содержанием пива в дрожжевом чане). Фотометр имеет максимальную на рынке скорость измерения. Время необходимое на одно измерение составляет менее 0,1 секунды, что превосходит все системы представленные на рынке.
Какая экономия может быть достигнута?
В пивоварении в среднем на каждый гектолитр пива необходимо два литра дрожжей. Для пивоварен с ежегодной производительностью 500 000 гектолитров необходимо 10 000 гектолитров дрожжей. В зависимости от системы регенерации можно достичь до 75 % выхода пива. Собранные дрожжи содержат от 8 до 12 % сухого материала, остальное пиво. Для обеспечения успешного и эффективного дальнейшего использования этих дрожжей первостепенное значение имеет эффективность раздела фаз. В противном случае значительные объемы пива будут утрачены и не реализованы, а продажная цена за гектолитр пива составляет около 40 Евро.
Преимущества.
В отличие от остальных фотометров, присутствующих на рынке, фотометр PhaseGuard HT позволяет регистрировать «фотометрический скачек» целиком вне зависимости от времени его выхода и точно определять оптимальную точку отсечения, что позволяет самым эффективным образом проводить разделение. Фотометр без труда работает в экстремальных условиях, а именно с пробами до 19000 EBC. Другими словами, инструмент великолепно работает даже с таким темным пивом как Guinness. Кроме того, в качестве источника излучения используется лазерный светодиод с длинной волны 880 нм, что обеспечивает самое низкое потребление электроэнергии и чрезвычайно длительный срок службы самого источника (более 10 лет). Использование сапфировых фотометрических окон плотно притертых к корпусу датчика и отсутствие уплотнений в конструкции позволяет значительно снизить эксплуатационные затраты и упростить обслуживание. Размещение источника, приемника и всей оптической схемы в одном корпусе позволяет исключить необходимость юстировки при установке датчика после обслуживания. При работе при низких температурах нет необходимости в продувке оптической схемы и электроники. Для работы и настройки датчика необязательно использовать вторичное устройство. Для калибровки и настройки у датчика есть выход USB. Измеряемый сигнал от датчика передается непосредственно в центральный контроллер по обычной токовой петле 0/4-20 мА напрямую.
ЭФФЕКТИВНЫЙ МОНИТОРИНГ МУТНОСТИ НА ВХОДЕ И ВЫХОДЕ ВИХРЕВОЙ ВАННЫ, ЦЕНТРИФУГ И СЕПАРАТОРОВ.
Одним из наиболее популярных применений поточного мутномера PhaseGuard в модификации «T» является контроль сепараторов в бродильном и лагерном отделении. Следующая информация поможет пользователю разобраться с необходимостью такого мониторинга. Описание применение сделано на примере сепаратора, но оно также может быть распростран